Introduction
A single defective product slipping through quality control can trigger costly recalls, brand damage, and regulatory penalties. Yet manual inspection on high-speed production lines remains too slow and too inconsistent to prevent them. Human inspectors fatigue after just 30 minutes, causing error rates to jump by approximately 20%.
That fatigue has a price. The cost of poor quality (COPQ) typically runs 5–30% of gross sales in manufacturing—hundreds of thousands of dollars lost daily for mid-sized operations. Computer vision defect detection addresses this directly: automated systems that inspect thousands of parts per minute with consistent accuracy that human inspectors can't sustain.
TLDR
- Computer vision defect detection uses cameras, AI, and image processing to identify product flaws in real time with up to 99% accuracy
- It detects surface cracks, dimensional errors, assembly faults, and contamination far faster than manual inspection
- Inspection follows a pipeline: image capture → preprocessing → AI classification → automated rejection
- Drives higher detection rates, lower rework costs, and real-time production feedback at scale
- Deployment success hinges on hardware selection, model training, and managing lighting variability
What Is Defect Detection Using Computer Vision — and Why It Matters
Computer vision (CV) defect detection uses industrial cameras, image processing algorithms, and trained AI/ML models to identify and classify product flaws without human intervention. Systems analyze images in milliseconds and trigger immediate actions — part rejection, line alerts, process adjustments — all without stopping production.
Unlike manual inspection, CV integrates directly into the production line. There's no fatigue, no shift-to-shift variability, and no subjective calls on borderline defects.
CV Task Types in Defect Detection
Three core computer vision approaches power defect detection:
- Image classification — Categorizes entire products as defective or non-defective (binary decision)
- Object detection — Localizes defects with bounding boxes, identifying where on the product the flaw appears
- Image segmentation — Isolates defect regions down to the pixel level, enabling precise measurement and classification of irregularly shaped anomalies
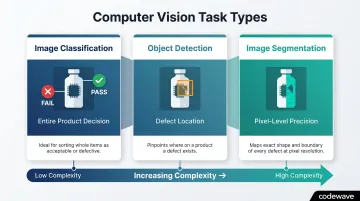
The right approach depends on defect complexity and what happens after inspection. Classification handles simple pass/fail decisions; detection adds spatial context for traceability; segmentation supports root-cause analysis when you need pixel-level precision.
Why Traditional Methods Fall Short
Manual inspection introduces human fatigue and subjectivity—documented error rates of 20-30% are common. Mechanical tools like calipers and gauges measure dimensions accurately but miss visual defects like surface cracks, color inconsistencies, and texture anomalies. Those blind spots are pushing manufacturers toward CV at scale: 57% already use AI vision systems, with another 30% planning adoption soon. The global machine vision market reflects that momentum, growing from $20.4 billion in 2024 to a projected $41.7 billion by 2030 at a 13% CAGR.
How Computer Vision Defect Detection Works: Step by Step
A CV defect detection system follows a repeatable pipeline. Understanding each stage helps manufacturers make smarter decisions about deployment, hardware selection, and model tuning.
Step 1 – Image Acquisition
Industrial cameras—2D, 3D, infrared, hyperspectral, or X-ray—capture high-resolution images or video frames as products move through the line. Camera type, resolution, frame rate, and lighting setup affect detection quality.
Lighting setup determines detection reliability:
- Diffuse lighting reduces shadows for surface inspection
- Backlight reveals silhouettes for dimensional checks
- Polarized light minimizes glare on reflective materials
Inconsistent lighting causes false positives and missed detections. Controlled setups ensure the model receives stable input.
Step 2 – Preprocessing
Before analysis, the pipeline runs noise reduction, contrast adjustment, normalization, and filtering on raw images. This ensures the model receives consistent, high-quality input—critical when lighting conditions vary across shifts or production batches.
Step 3 – Feature Extraction and AI Model Processing
Convolutional Neural Networks (CNNs) automatically learn to extract relevant features—edges, textures, shapes, color anomalies—from images rather than relying on manually defined rules. Unlike traditional computer vision, which requires engineers to hand-code feature detectors, deep learning models improve with more labeled training data.
For time-based inspection, recurrent neural networks (RNNs) or video-based architectures analyze sequences of frames to catch defects that appear across motion, not just in a single still image.
Step 4 – Defect Classification and Decision-Making
The trained model classifies detected anomalies by type and severity—cosmetic vs. structural, for example. Confidence thresholds control the trade-off:
- High threshold (e.g., 95%): Reduces false positives but risks missing subtle defects
- Low threshold (e.g., 85%): Catches more defects but increases false rejects and slows throughput
Calibrating this threshold matters for production efficiency. A well-trained system targeting manufacturing tolerances achieves 99.86% accuracy, compared to the industry average of 80% for manual inspection.

Step 5 – Alerting, Rejection, and Reporting
After a defect is flagged, the system:
- Sends real-time alerts to operators
- Triggers automated rejection mechanisms (air jet, robotic arm, diverter gate)
- Logs defect type, location, timestamp, and image data
Integrating with PLCs (Programmable Logic Controllers), MES (Manufacturing Execution Systems), or ERP systems connects inspection data directly to production control decisions. Over time, defect trend data feeds continuous process improvement in ways human review rarely achieves. One toilet paper manufacturer, for example, identified a 22% failure rate on a single line—caught with 100% accuracy—traced to a subtle packaging machine fault invisible to operators. The result: immediate corrective maintenance and a preventable quality crisis avoided.
Types of Defects Computer Vision Can Catch — and Where It's Applied
Camera type, model architecture, and lighting setup all vary based on defect type and industry — meaning no two CV deployments look the same. Here's how the defect landscape breaks down:
Defect Categories
Surface defects:
- Scratches, dents, cracks, corrosion
- Common in metal fabrication, automotive body panels, textiles
Dimensional/shape defects:
- Warping, incorrect cuts, out-of-tolerance parts
- Critical in aerospace, precision machining
Assembly defects:
- Missing or misaligned components
- Frequent in electronics, automotive assembly
Color and texture anomalies:
- Coating inconsistencies, pattern deviations
- Prevalent in textiles, painted surfaces, packaging
Contamination:
- Foreign particles in food, pharma, or semiconductor production
- Regulatory compliance requirement in FDA-regulated industries
Industry-Specific Applications
| Industry | Defect Type | Example |
|---|---|---|
| Electronics/PCB | Solder bridges, missing components | 97.94% circuit trace fidelity using 3D X-ray reconstruction |
| Automotive | Body panel cracks, weld inspection | Surface and dimensional checks at line speed |
| Metal/Steel | Surface pitting, corrosion | Real-time detection on continuous casting lines |
| Textiles | Weave defects, staining | High-speed fabric roll inspection |
| Pharma/Food | Seal integrity, contamination | FDA compliance; 70 Class I recalls in 2022 |

Non-Destructive Testing (NDT) Integration
CV increasingly integrates with X-ray, infrared, and ultrasonic NDT to detect internal defects—voids, inclusions, subsurface cracks—without damaging products. Two methods stand out for industrial precision:
- Infrared thermography detects defects in polymer composites at 20-micrometer resolution using few-shot learning with just 50 training images
- Ultrasonic phased array (PAUT) for aerospace CFRP inspection identifies delaminations as small as 3.0 mm diameter, completing inference in under 50 ms per scan
Scalability Advantage
A single CV system can simultaneously inspect for multiple defect types across high-volume production runs. Human inspectors process 10-12 images per second; machine vision systems inspect thousands of parts per minute—which makes real-time, 100% inspection economically feasible at scale.
Real-World Walkthrough: CV Defect Detection on a Production Line
Consider a metal parts manufacturer detecting surface cracks and dimensional errors on engine components before assembly.
System Setup:
- 2D high-resolution cameras positioned above the conveyor with polarized lighting to minimize glare
- 3D depth sensors for dimensional tolerance checks
- CNN model trained on 10,000+ labeled images of defective and non-defective parts
Detection Event:
- Camera captures frame as component passes inspection zone
- Model identifies a hairline crack with 94% confidence
- System triggers rejection mechanism (air jet diverts part to rework bin)
- Logs defect type (surface crack), location (upper-left quadrant), and timestamp
Business Outcome:
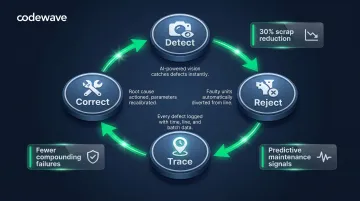
The quality manager reviews the daily defect trend report and traces an anomaly spike to a specific machining tool that needs recalibration. Because the system captures defect type, location, and timestamp for every rejection, the root cause is traceable within hours rather than days. The result is a closed-loop quality cycle: detect, reject, trace, correct. Measurable outcomes include:
- 30% reduction in scrap from catching defects before downstream assembly
- Predictive maintenance signals on production equipment based on defect trend patterns
- Fewer compounding failures as upstream problems are resolved before they propagate
A food manufacturer using similar AI vision achieved waste reduction (false rejects) of over 30% by fine-tuning confidence thresholds.
Key Challenges in Implementing Computer Vision Defect Detection
Three implementation challenges trip up most deployments. Addressing them early prevents costly rework during or after pilot deployment.
Lighting and Environmental Variability
Inconsistent lighting—glare, shadows, changing ambient light—is the top cause of false positives and missed detections. Solution strategies:
- Install controlled lighting enclosures with diffusers
- Train models on images captured across varying conditions (day/night shifts, seasonal sunlight changes)
- Use adaptive preprocessing algorithms that normalize brightness
Model Training Data Requirements
CV models need high-quality labeled datasets representing both defective and defect-free products across the range of real production conditions. Defect samples are often scarce—defect rates of 1-2% mean tens of thousands of inspections may yield only hundreds of labeled examples.
Mitigation techniques:
- Data augmentation: flipping, rotation, contrast changes, Gaussian noise injection
- Synthetic image generation using GANs (Generative Adversarial Networks)
- Few-shot learning approaches that function with as few as 50 training images
Occlusion and Complex Geometry
Partially hidden surfaces or complex 3D shapes limit single-camera systems. Solutions:
- Multi-angle camera arrays that capture products from multiple viewpoints
- 3D imaging or depth sensors (structured light, time-of-flight) to reconstruct surface geometry
- X-ray or infrared imaging for internal inspection
Single-camera assumptions are one of the most frequent pilot failures. Coverage gaps only surface once production conditions expose angles and depths the setup never accounted for.
How Codewave Helps Manufacturers Build CV Defect Detection Systems
Codewave works as an AI development partner, designing, training, and deploying custom computer vision defect detection systems built around each manufacturer's specific defect types, production environment, and integration requirements. The team uses TensorFlow and PyTorch alongside its broader analytics tech stack to deliver reliable, production-ready CV solutions.
Outcome-First Approach: ImpactIndex™
Codewave's ImpactIndex™ model measures success through actual manufacturing KPIs:
- Defect detection rate improvement
- Reduction in scrap and rework costs (clients report up to 25% cost reduction)
- Quality inspection throughput gains
The focus stays on production outcomes, not just lab-level model accuracy.
Rapid Proof-of-Concept: QuantumAgile™
The QuantumAgile™ method helps manufacturers go from idea to validated CV proof-of-concept rapidly—running parallel scenario tests to identify what performs before full deployment. This approach reduces the time and risk associated with traditional multi-month pilot programs.
Cross-Industry Pattern Recognition
With experience across 400+ businesses and 15+ industries, Codewave applies pattern recognition from data-intensive domains—healthcare imaging, fintech fraud detection—to the feature extraction and classification challenges in manufacturing defect detection. That cross-industry experience shortens deployment timelines and strengthens model performance from the first iteration.

Frequently Asked Questions
How is computer vision used for defect detection in manufacturing?
Cameras capture product images on the line, trained AI models (typically CNNs) analyze those images to identify anomalies, and the system classifies defects and triggers real-time alerts or automated rejection—all without stopping production.
What types of defects can computer vision systems detect?
CV systems detect surface defects (scratches, cracks, dents), dimensional defects (warping, tolerance violations), assembly defects (missing/misaligned parts), color/texture anomalies, and contamination. Training is tailored to the specific defect profile of each product and production environment.
How is AI/computer vision used in non-destructive testing (NDT) for defect detection?
CV integrates with NDT methods like X-ray, infrared, and ultrasonic imaging to detect internal defects—voids, subsurface cracks, inclusions—without damaging the product. This is especially critical in aerospace, semiconductor, and medical device manufacturing.
How accurate is computer vision defect detection compared to manual inspection?
Well-trained CV systems consistently outperform manual inspection in speed and consistency. Research shows 99.86% accuracy for AI models compared to 80% industry average for human inspectors. Unlike humans, CV systems don't suffer from fatigue-related error drift.
What are the main challenges of implementing computer vision defect detection?
The three most common hurdles are: building a sufficient labeled training dataset (especially for rare defect types), controlling lighting and environmental conditions for consistent image capture, and integrating the CV system with existing production line hardware and software (PLCs, MES).
Which services are best for industrial defect detection using computer vision?
Custom-built systems consistently outperform off-the-shelf tools because they're engineered around a specific product, defect profile, and production environment. AI development partners like Codewave scope, build, and deploy these systems end-to-end, with outcomes tied to concrete metrics like defect escape rates and inspection throughput.