Introduction
Manufacturing defects are expensive — and the numbers are getting harder to ignore. According to the Institute of Industrial and Systems Engineers, the cost of poor quality ranges from 5% to 35% of sales revenue across manufacturing sectors. In 2025 alone, manufacturers faced 3,295 product recalls affecting nearly 858 million units, with medical device recalls exceeding 490 million units and civil penalties reaching $16.03 million for a single manufacturer.
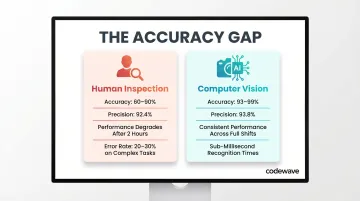
A significant portion of those costs trace back to a single bottleneck: human inspection. Inspectors exhibit error rates of 20% to 30% on complex tasks, with accuracy degrading after just two hours of continuous vigilance. As production speeds accelerate and quality standards tighten, computer vision systems that catch defects in real time — at 99% accuracy and sub-10ms inference speeds — are closing that gap.
TLDR:
- AI-powered vision systems detect defects and dimensional errors in real time with 93–99% accuracy
- Outperforms manual inspection in speed and consistency — processing hundreds of units per minute
- Applications span automotive paint inspection, PCB solder verification, pharmaceutical packaging, and food sorting
- Deployment success hinges on hardware selection, quality training data, and MES/ERP integration
- Edge AI enables real-time inline inspection with sub-10ms inference speeds
What Is Computer Vision for Quality Control?
Computer vision is an AI discipline that enables machines to interpret and analyze images and video. In quality control contexts, it automates the detection of surface defects, dimensional deviations, assembly errors, and packaging inconsistencies that would otherwise require human visual inspection.
Computer Vision vs. Machine Vision
Many teams use these terms interchangeably, but they describe different things. Machine vision refers to a complete hardware-centric system — the camera, lens, lighting, processor, and software integrated into production equipment for specific inspection tasks in controlled environments.
Computer vision is the broader AI-driven field focused on algorithms that enable machines to "see." Unlike machine vision, these systems learn from data and adapt to new defect types without reprogramming.
| Machine Vision | Computer Vision | |
|---|---|---|
| Scope | Hardware-centric system | AI algorithms and techniques |
| Environment | Controlled, fixed setups | Flexible, adaptable |
| Adaptability | Requires reprogramming | Learns from new data |
Accuracy Advantages Over Human Inspection
Research published in MDPI Horticulturae directly compared human inspectors against deep learning models. Human inspectors achieved 92.4% precision and 97.0% accuracy, while YOLOv5 achieved 93.8% precision and 98.2% accuracy. A separate survey in Materials found that deep learning recognition rates reach as high as 99% for specific defect datasets, with single-image recognition times as low as 0.12 milliseconds.
Those accuracy gains compound over time. Assembly Magazine reports that human inspectors exhibit defect detection rates between 60% and 90% due to fatigue — performance degradation begins after just two hours of continuous inspection. Computer vision systems maintain consistent accuracy regardless of shift duration.
Why Enterprises Can't Afford to Rely on Manual Quality Inspection
Inspection Failures Compound Quickly
Each failed inspection carries consequences that multiply fast: warranty claims, regulatory fines, brand damage, and eroded customer trust. The American Society for Quality defines cost of poor quality as including both internal failure costs (scrap, rework) and external failure costs (recalls, complaint handling, liability).
Human Inspector Error Rates at Scale
A Sandia National Laboratories technical report provides authoritative data: trained human inspectors exhibit error rates of 20% to 30% on complex inspection tasks, with nondestructive testing detection rates around 50%. At production volumes, even a modest miss rate becomes costly. A 5% miss rate on one million units sends 50,000 defective products to customers.
The Throughput Mismatch
Manufacturing output has accelerated sharply while human inspection capacity stays fixed. A peer-reviewed study in Measurement found that in high-volume manufacturing, even a 1% increase in inspection speed can measurably reduce operational costs. Computer vision systems process hundreds of units per minute while maintaining consistent accuracy — making them essential for high-volume operations.
Regulatory Compliance Pressure
Modern quality standards increasingly require traceable, auditable inspection records:
| Standard | Scope | Key Requirements |
|---|---|---|
| FDA 21 CFR Part 820 | Medical devices (US) | Documented inspection procedures, UDI traceability, test data records |
| IATF 16949 | Automotive (global) | Error-proofing, process monitoring, traceability, nonconforming output control |
| ISO 13485 | Medical devices (international) | Life-sustaining device traceability, documented labeling inspection |
Computer vision systems automatically generate timestamped digital records for every inspected unit, providing the audit trail that manual inspection cannot reliably produce.
Environments Where Human Inspectors Can't Operate
Several production environments make sustained human inspection impractical or unsafe:
- High heat: Foundry and glass manufacturing lines exceed safe exposure limits
- Sterile environments: Pharmaceutical and semiconductor cleanrooms restrict human access
- Hazardous materials: Chemical or radiation exposure limits inspection shifts to minutes
- Confined spaces: Interior inspection of pipes, tanks, or assembled enclosures

Computer vision systems with specialized optics and protective enclosures operate continuously in all of these conditions without performance degradation.
How Computer Vision Works in Quality Control Inspection
Step 1: Image Capture and Hardware Setup
The process begins with industrial cameras matched to the inspection task. RGB cameras analyze color variations, area-scan cameras capture stationary products in single exposures, and line-scan cameras inspect continuous webs at speeds up to 67,000 lines per second.
Controlled lighting is critical—specialized illumination suppresses glare, maximizes contrast, and reveals surface anomalies invisible under standard lighting. The difference between successful and failed inspection often comes down to lighting design rather than algorithm sophistication.
Step 2: Image Preprocessing
Raw images undergo standardization before analysis. Key preprocessing steps — noise reduction, contrast enhancement, and edge detection — ensure downstream algorithms receive consistent inputs. Color space conversions (RGB to HSV) separate brightness from color data, improving defect visibility under variable lighting conditions.
Step 3: Feature Extraction and Defect Detection
Convolutional Neural Networks (CNNs) form the core of modern defect detection. Trained on labeled datasets, CNNs extract features such as shape, texture, color, and surface geometry, then classify images against learned defect profiles. One-stage detectors like YOLO map pixels directly to bounding boxes for high-speed detection (45+ FPS). Two-stage detectors like Faster R-CNN first generate region proposals, trading speed for higher accuracy on small or subtle defects.
For simpler, well-defined defects, traditional comparison methods offer a leaner alternative — SSIM measures structural similarity, MSE flags pixel-level differences, and template matching compares against a known-good reference. These approaches are faster and more explainable, with no large training dataset required.
Step 4: Classification and Production Decision
The system outputs a pass/fail classification transmitted directly to production control systems. Connected hardware — PLCs, robotic arms, and ejectors — responds immediately: defective units get diverted for rework before they reach the next production stage, with no human intervention required.

Key Capabilities of Computer Vision in Industrial Inspection
Computer vision systems bring together several distinct inspection capabilities — each solving a different failure point in traditional quality control. Here's how they break down in practice.
Surface and Structural Defect Detection
High-resolution imaging combined with AI models identifies scratches, cracks, dents, discolorations, and micro-level irregularities invisible to the naked eye. Modern platforms classify defects by type, size, and precise location — pinpointing where and why defects occur — rather than returning a simple pass/fail result.
Dimensional Measurement and Gauging
Calibrated computer vision systems verify geometric parameters with precision exceeding manual methods. Research published in Measurement demonstrated sub-pixel counting algorithms achieving sensitivity of 1/20th of a pixel with measurement uncertainty of approximately 1 micrometer. These systems confirm:
- Length, width, height, thickness measurements
- Hole concentricity and orientation
- Assembly completeness checks
- Component positioning accuracy
Keyence vision measurement systems can inspect up to 1,000 parts and measure up to 5,000 dimensions per part in seconds with single-digit micrometer precision.
Packaging and Label Verification
Computer vision combined with OCR and barcode reading validates printed information, seal integrity, and label placement—even when labels are angled, distorted, or partially damaged. This protects against mislabeling, contamination, and compliance failures critical in pharmaceutical and food industries.
Real-Time Monitoring and Predictive Intelligence
The more capable platforms don't just flag defects — they learn from them. Continuous data streams reveal defect trends and link anomalies back to upstream process variables. Predictive models then flag equipment issues before they produce large volumes of scrap. Deep learning models refine accuracy over time by learning from new production data, adapting to subtle process variations as they emerge.
Industry Applications of Computer Vision for Quality Inspection
Automotive and Electronics Manufacturing
Computer vision inspects paint surfaces, weld seams, press shop components, PCB solder joints, chip alignment, and missing components. The DGH Group developed an automated weld inspection system for a large French automotive manufacturer using deep learning-based anomaly detection achieving pixel-precise localization of MIG and laser weld seams despite reflective surfaces.
For electronics, Automated Optical Inspection (AOI) systems detect component presence/absence, polarity errors, solder bridging, tombstoning, and contamination at multiple manufacturing stages—bare board, solder paste application, pre-reflow, and post-reflow.

Healthcare and Life Sciences
Computer vision inspects pharmaceutical packaging, medical device components, and sterile product integrity. Cognex provides pharmaceutical-specific solutions including UDI marking verification, serialization tracking for regulatory compliance, and automated syringe and tablet inspection systems designed for FDA 21 CFR Part 11 requirements. In high-stakes environments like sterile fill-finish lines, even a single undetected defect can trigger a product recall — a risk manual inspection cannot reliably eliminate.
Logistics, Food, and Retail
TOMRA Food's TOMRA 4C with LUCAi deep learning technology sets a measurable benchmark for food sorting performance:
- Achieves false reject rates below 0.5% for frozen products
- Processes 140 products per minute for bakery inspection
- Sorts 18,000 seedlings per hour in agricultural applications
- Operates across 3,500+ sorting lines deployed globally
In logistics and retail, computer vision monitors package defects, verifies shipment accuracy, and supports warehouse safety through automated inventory tracking. These deployments typically integrate with existing WMS platforms, meaning implementation complexity — not hardware — is the primary challenge teams face.
What to Consider When Implementing Computer Vision for Quality Control
Hardware and Imaging Design
Inspection quality depends entirely on image input quality. Organizations must match camera type, resolution, frame rate, and lighting design to their specific product geometry, defect profile, and production speed before selecting any AI model.
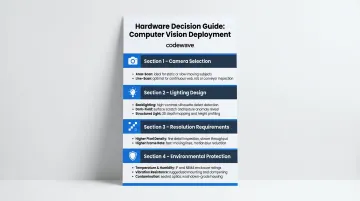
Key hardware decisions:
- Camera selection: Area-scan for discrete parts, line-scan for continuous webs and high-speed lines
- Lighting design: Backlighting for dimensional measurement, dark-field illumination for surface defects, structured light for 3D inspection
- Resolution requirements: Balance pixel density with frame rate and data processing capacity
- Environmental protection: Enclosures and optics rated for temperature, humidity, vibration, and contamination
Off-the-shelf configurations rarely perform adequately in complex industrial environments. Purpose-built imaging systems — designed around the specific defect profile and production speed — consistently outperform generic setups in detection accuracy and throughput.
Data Strategy and Model Selection
AI model performance depends on training data quality. Research from General Motors demonstrated that hybrid synthetic data generation can produce 12,960 labeled images in under one hour, achieving 96% classification accuracy with zero real defective training samples. This addresses the fundamental challenge that defective samples are intrinsically rare, creating severe class imbalance.
Data strategy considerations:
- Representative, balanced datasets covering all defect types
- Synthetic data generation to supplement scarce defect examples
- Continuous retraining as products, materials, or defect profiles evolve
- Choice between rule-based methods (for known defects) and deep learning (for adaptive, complex detection)
Integration, Scalability, and Organizational Readiness
A computer vision system must integrate with existing MES, ERP, and PLC infrastructure to enable automated decision-making. Successful adoption also requires change management, operator training, and cross-functional alignment across quality, production, IT, and engineering teams.
Working with experienced implementation partners — like Codewave, whose ImpactIndex™ model ties delivery to measurable outcomes like 40% productivity gains and 90% error reduction — keeps projects grounded in business results rather than technical experimentation.
Implementation timeline factors:
- Simple rule-based systems: Operational in weeks
- Deep learning systems with custom models: Several months including data collection, training, integration, and validation
- Experienced partners with domain-specific pipelines typically cut deployment timelines by 30–50% compared to building in-house from scratch
Frequently Asked Questions
What is computer vision for quality inspection?
Computer vision is an AI-powered technology enabling machines to analyze images and video to detect product defects, dimensional errors, and assembly inconsistencies automatically. It replaces or augments manual inspection with faster, more consistent, and scalable automated detection.
What are the main types of quality inspection?
The primary inspection types are incoming/receiving inspection, in-process inspection, final inspection, and acceptance sampling. Computer vision can be applied at each stage for automated, real-time evaluation across the entire production chain.
How accurate is computer vision compared to manual inspection?
AI-powered computer vision systems typically achieve 93-99% accuracy depending on application and architecture, significantly exceeding human inspector ranges of 60-90%. Computer vision also maintains consistent performance without the fatigue-related degradation that affects human inspectors after approximately two hours.
What is the difference between machine vision and computer vision?
Machine vision is a hardware-centric, rule-based industrial subset focused on controlled environments, combining cameras, lighting, and processors for specific tasks. Computer vision is a broader AI-driven field capable of learning from data, adapting to new defect types, and working with stored images rather than requiring live camera feeds.
How long does it take to implement a computer vision quality control system?
Deployment timelines vary by complexity. Simpler rule-based systems can be operational in weeks, while deep learning systems requiring custom model training and production integration may take several months.
Can computer vision quality inspection work in hazardous or extreme environments?
Yes. Computer vision systems with appropriately selected optics, protective enclosures, and specialized lighting can operate continuously in high-temperature, sterile, or hazardous environments where human inspectors cannot safely or practically work, providing consistent inspection without safety risk.