Introduction
Manufacturing inefficiencies drain billions from the global economy each year. Undetected defects cost manufacturers an estimated $1.3 trillion annually, while unplanned downtime costs the world's 500 largest companies approximately $1.4 trillion per year—equivalent to 11% of total revenues. Add safety lapses, quality failures, and compliance violations, and the financial impact becomes staggering.
Computer vision directly addresses these problems. By enabling machines to interpret and act on visual data in real time, it automates tasks that once depended entirely on human observation—catching defects invisible to the naked eye, flagging equipment failures before they occur, and monitoring workplace safety around the clock.
Adoption is accelerating fast. The global machine vision market is projected to grow from $15.83 billion in 2025 to $23.63 billion by 2030, driven by manufacturers' urgent need to improve quality, reduce costs, and accelerate throughput. This article breaks down the top computer vision applications in manufacturing and what each one means for your operations.
TL;DR
- Computer vision uses AI to automate visual inspection tasks—reducing human error and inspection fatigue
- Top applications: quality inspection, predictive maintenance, safety monitoring, robotic guidance, inventory tracking, and packaging compliance
- Manufacturers report 30-40% reductions in defect rates and $2 million+ annual savings from AI-powered inspection systems
- Key challenges: high upfront costs, legacy system integration, and model retraining for new SKUs or environments
- Look for a development partner with manufacturing domain expertise who ties deliverables to measurable outcomes—not just implementation milestones
What Is Computer Vision in Manufacturing?
Computer vision is a subset of AI that enables machines to interpret and act on visual data from cameras and sensors in real time. Instead of relying on human inspectors to spot defects, monitor equipment, or verify safety compliance, computer vision systems analyze images and video feeds continuously—detecting patterns, anomalies, and conditions that would otherwise go unnoticed or require exhaustive manual effort.
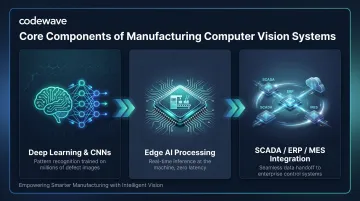
In modern manufacturing, computer vision plugs directly into Industry 4.0 architectures. The core technologies driving these systems include:
- Deep learning models and CNNs that identify defects, classify parts, and track objects with high accuracy
- Edge AI that processes visual data locally on the factory floor, reducing latency
- SCADA, ERP, and MES integrations that feed inspection results into existing production workflows
These systems learn from every inspection and adapt as product variations change, improving detection accuracy over time without manual retraining.
The applications below cover the most widely deployed uses of computer vision across manufacturing operations today.
Top Computer Vision Applications in Manufacturing
These applications are ranked by cross-industry adoption, business impact, and the depth at which they address core manufacturing pain points.
Quality Inspection and Defect Detection
Computer vision systems use high-resolution cameras and deep learning models to detect surface-level and structural defects—scratches, cracks, misalignments, color variations, and micron-level imperfections—at speeds and accuracy rates no human inspector can match. Unlike statistical sampling, CV inspects 100% of production output, ensuring consistent quality standards without human error or fatigue.
Real-world applications span multiple sectors:
- Electronics manufacturing: CV systems verify solder joint alignment on PCBs, detecting cold solder, bridging, and component misplacement
- Pharmaceutical production: Systems count tablets, verify packaging integrity, and inspect labels for compliance
- Automotive: CV inspects paint quality, detects body panel defects, and verifies structural component assembly
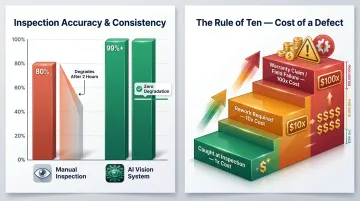
Performance benchmarks:
Manual visual inspection achieves approximately 80% accuracy and degrades measurably after just 2 hours on a shift. AI vision systems, by contrast, achieve 99% or higher accuracy for trained defect types.
One automotive seat manufacturer reduced inspection time from 1 minute to 2.2 seconds per part—27x faster—with 99% detection accuracy across 40+ models, delivering approximately 30x cost savings versus manual inspection.
The average manufacturing company's cost of poor quality reaches approximately 20% of total sales. The "Rule of Ten" dictates that a defect caught at inspection costs 1x to resolve, at rework 10x, and at warranty claim 100x—meaning early detection cuts downstream costs dramatically.
Predictive Maintenance and Equipment Monitoring
Computer vision systems continuously monitor machinery for visual signs of wear, overheating, misalignment, vibration patterns, and component degradation. Using thermal imaging and anomaly detection algorithms, these systems flag potential failures before they cause unplanned downtime—shifting maintenance from reactive or time-based schedules to condition-based intervention.
How it works:
- Thermal imaging detects overheating electrical components, abnormal heat patterns in motors, and elevated bearing temperatures
- Visual inspection algorithms track physical wear indicators—belt fraying, seal degradation, fastener looseness—before failure occurs
- When anomalies surface, the system automatically triggers maintenance alerts, preventing catastrophic breakdowns
The numbers behind unplanned downtime:
Industries lose an estimated $50 billion annually to unplanned downtime, with the average cost reaching $260,000 per hour. In critical sectors like automotive and pharmaceuticals, losses can hit $2.3 million per hour. Predictive maintenance reduces equipment downtime by 30-50%, extends equipment life by 40%, and cuts maintenance costs by up to 40%.
A North American paper mill using 150 pieces of primary switchgear reduced annual inspection labor from over 560 hours to just 30 hours by installing infrared windows and automated thermal monitoring. Previously, only 3% of inspection time was spent collecting usable data, with 97% wasted on panel removal and PPE requirements.
Workforce Safety and Compliance Monitoring
Computer vision systems monitor factory floors in real time to detect PPE compliance violations (missing helmets, gloves, safety goggles), unauthorized access to restricted zones, unsafe equipment-handling behaviors, and collision risks between workers and machinery. When violations are detected, the system automatically triggers alerts before incidents escalate—enabling immediate intervention.
Safety compliance also delivers measurable business returns:
- Lower workers' compensation claims and insurance premiums
- Improved regulatory compliance and reduced liability exposure
- Positive impact on employee morale and productivity
- Reduced incident-related downtime
The total cost of work injuries in the U.S. in 2024 was $181.4 billion, including $54.9 billion in wage/productivity losses and $36.8 billion in medical expenses. Cost per medically consulted injury: $48,000. Cost per death: $1,540,000. The U.S. manufacturing sector reported 355,800 nonfatal injury cases in 2023 at a rate of 2.8 cases per 100 full-time workers.
Over time, the data CV systems capture also strengthens safety programs. By identifying which behaviors, zones, or shifts carry the highest risk, manufacturers can target interventions precisely and update policies based on evidence rather than assumption.
Automated Assembly and Robotic Guidance
Vision-guided robots use computer vision to align, place, and verify components during assembly—delivering precision in high-speed environments that manual labor cannot match, particularly for small or delicate parts. CV systems provide real-time feedback on component position, orientation, and placement accuracy, allowing robots to adjust on the fly.
Industry applications:
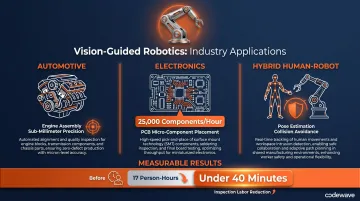
- Automotive manufacturing: CV-guided robots assemble complex engine components, install weatherstripping, and position interior trim with sub-millimeter precision
- Electronics: Robots position micro-components on PCBs, verify connector alignment, and place surface-mount devices at speeds exceeding 25,000 components per hour
- Hybrid human-robot setups: Pose estimation algorithms track human worker positions to ensure collision avoidance and safe collaborative workflows
The global robotic vision systems market reached USD 4.5 billion in 2025 and is projected to reach USD 8.4 billion by 2031. Robot installations have doubled over the past decade, with inspection applications leading the market at a 22.6% share.
Throughput and cost outcomes:
Reduced assembly errors, lower labor costs for repetitive tasks, and the ability to reallocate human workers to higher-value roles. In the automotive seat deployment mentioned earlier, inspection labor on a line of 1,000 units per shift dropped from 17 person-hours to under 40 minutes.
Supply Chain Visibility and Inventory Management
Computer vision systems automate barcode/QR code scanning, real-time stock-level monitoring, and damage detection across warehouses and logistics operations—giving manufacturers accurate, continuous inventory intelligence without manual audits. CV-equipped cameras scan inventory as it moves through the warehouse, updating stock counts instantly and flagging damaged goods before they ship.
Downstream benefits:
- Better demand forecasting through accurate real-time data
- Reduced inventory holding costs and stockouts
- Faster order fulfillment and reduced picking errors
- Early identification of damaged goods before they reach customers
A peer-reviewed study implementing a computer vision platform for warehouse inventory management achieved impressive results: 45% reduction in inventory counting time, 50% improvement in stock efficiency, 67% reduction in overcounting errors, and 85% reduction in undercounting errors. Stock update time dropped from 30-35 minutes to 10-12 minutes. In electronics inventory specifically, overcounts fell by 78% and undercounts by 91%.
The problem is widespread: over 65% of manufacturers still use manual processes, and 73% report disconnected production, quality, and supply chain systems. Computer vision bridges these gaps by providing a single source of visual truth across the entire supply chain.
Packaging Accuracy and Standards Compliance
Computer vision inspects packaging at every stage—checking label alignment, barcode accuracy, seal integrity, fill levels, tamper-evident features, and expiration date legibility—catching errors before products leave the facility and preventing costly recalls or regulatory fines.
Sector-specific importance:
- Food and beverage: CV verifies expiration dates, nutrition label accuracy, seal quality, and hygiene standards
- Pharmaceuticals: Systems ensure tablet counts, tamper-evident seals, barcode traceability, and dosage labeling meet FDA and international compliance requirements
- Consumer packaged goods: CV detects label misalignment, missing caps, underfilled containers, and packaging damage
Label errors accounted for 45.5% of all U.S. food recalls in 2024, costing the food industry an estimated $1.92 billion in direct recall expenses. Label-related recalls were nearly 3x more common than Listeria contamination, with 83.85% caused by undeclared allergens. The average cost of a single food recall event is approximately $10 million.
Computer vision catches these errors at the source—before products ship, before recalls are triggered, and before brand reputation takes the hit.
Key Business Benefits of Computer Vision in Manufacturing
Computer vision delivers overarching operational gains that extend far beyond individual applications:
- Higher throughput with fewer errors: CV systems process 100% of output at speeds 20-30x faster than manual inspection
- Reduced manual labor costs: Inspection cycles are 30-50% faster, freeing workers for higher-value tasks
- Improved product consistency: 99%+ accuracy rates eliminate the variability inherent in human inspection
- Data-driven visibility: Real-time dashboards give plant managers live visibility into quality, throughput, and equipment health

In high-value manufacturing sectors, computer vision payback periods are often under 6 months. A conservative business case framework shows combined annual savings from escape reduction ($90,000), labor efficiency ($225,000), and false reject reduction ($27,000) totaling approximately $342,000 per inspection station.
Adoption data reinforces this: the U.S. Department of Energy documents up to 10x ROI from predictive maintenance programs, with 95% of adopters reporting positive ROI and 27% of companies achieving full payback in under 1 year.
Beyond ROI: Sustainability Benefits
The financial case is strong — but the environmental returns are often overlooked. Computer vision catches defects early, before additional processing, assembly, or packaging adds cost and waste. Integrating production, quality, and supply chain systems has helped manufacturers cut defect rates by 50%, directly reducing material consumption. Predictive maintenance trims spare parts spend by 40%, and real-time process monitoring helps optimize energy use. Early defect detection also supports environmental compliance targets, helping manufacturers reduce emissions exposure and meet regulatory requirements.
Key Factors to Consider When Implementing Computer Vision
Successful computer vision deployment requires navigating common implementation pitfalls:
Most common challenges:
- Underestimating data labeling effort: A real-world automotive deployment required 5,000+ representative images and 100 hours of expert domain time for data labeling before achieving 99% accuracy
- The reality gap: State-of-the-art models score 99.9% on academic benchmarks but show significant degradation on real production data—dropping to 88% or lower in real-world conditions
- Environmental variability: Under synthetic distribution shifts (lighting changes, camera placement), model accuracy can drop from 91.6% to 74.4%
- Legacy system integration: Connecting CV systems with existing SCADA, ERP, and MES platforms often delays time-to-value

Evaluation criteria for CV solutions and development partners:
- Domain expertise across manufacturing sub-sectors: Partners must understand your specific industry (automotive, electronics, pharmaceuticals, etc.)
- Proven track record: Look for 95%+ model accuracy in production deployments, not just lab benchmarks
- Outcomes-based engagement model: Partners should commit to specific, contractual targets—defect rate reduction percentages, throughput gains, cost savings—not just technology delivery milestones
- Scalability planning: A CV system that works in a pilot must scale across multiple production lines and adapt to new SKUs, lighting conditions, or equipment
Codewave, for example, structures engagements through its ImpactIndex™ model—tying deliverables to measurable outcomes like defect rate reduction and throughput improvement across 400+ deployments in 15+ industries. Partners who combine AI architecture expertise with manufacturing domain knowledge consistently reach production faster and hit performance targets sooner.
Critical scalability question to ask implementation partners:
How do you handle model retraining and edge deployment as production environments change? Systems must adapt to new products, variable factory lighting, dust, and equipment changes. Partners should provide clear answers on automated retraining pipelines, edge device management, and model versioning across distributed environments.
Conclusion
Computer vision is a proven production tool in manufacturing. Across quality inspection, safety monitoring, and throughput optimization, it delivers results that justify the investment — when implemented with the right approach.
Successful deployments require a partner who understands both the AI architecture and the manufacturing context. That means bridging the gap between academic benchmarks and factory floor performance, connecting with legacy systems without disruption, and keeping the focus on business outcomes from day one.
Ready to explore how computer vision can drive measurable results in your production environment? Connect with Codewave to scope a solution built around your specific quality, safety, or throughput challenges. Our ImpactIndex™ model means you pay for results, not just deliverables.
Frequently Asked Questions
What is computer vision in manufacturing?
Computer vision in manufacturing uses AI and image processing algorithms to analyze visual data from cameras on production lines. It enables machines to automate tasks like defect detection, equipment monitoring, and safety compliance that were previously reliant on human observation—delivering 99%+ accuracy at speeds 20-30x faster than manual inspection.
How can the manufacturing industry use computer vision?
Computer vision covers the full production lifecycle—from quality inspection and predictive maintenance to PPE compliance, robotic assembly guidance, inventory tracking, and packaging verification. Each use case delivers measurable ROI through reduced defects, lower downtime, or higher throughput.
Is computer vision part of machine learning?
Computer vision is a specialized field within AI that heavily relies on machine learning—particularly deep learning and convolutional neural networks (CNNs)—to train models that interpret and act on visual data. These models learn from labeled training datasets to recognize patterns, detect anomalies, and classify objects with high accuracy.
What are the 5 stages of computer vision?
The five stages are:
- Image acquisition — capturing visual data from cameras or sensors
- Preprocessing — noise reduction, normalization, and image enhancement
- Feature extraction — identifying edges, textures, or patterns relevant to the task
- Model inference/detection — applying trained algorithms to classify, detect, or segment objects
- Post-processing/action — triggering alerts, rejecting defective parts, or logging results
What are the main challenges of implementing computer vision in manufacturing?
Common barriers include high infrastructure costs (cameras, edge devices, GPUs), integration complexity with legacy SCADA/ERP/MES systems, the need for large labeled training datasets (often 5,000+ images), variable factory conditions that reduce model accuracy, and internal skills gaps in AI and manufacturing domain expertise.
How does computer vision improve product quality in manufacturing?
CV systems inspect 100% of production output rather than relying on statistical sampling, apply consistent standards without human fatigue, and detect micro-defects invisible to the naked eye. This reduces rework costs, prevents recalls, and ensures only compliant products reach customers.